福建機械零部件加工廠家
發布時間:2022-02-25 01:27:02
福建機械零部件加工廠家
大連數控加工如何清角和中光?清角:這里的清角清的是二維死角,是前面工序都未曾走到的部分,如光刀需走到的地方則應先清角再光刀,太小大深的角可分幾把刀清,不要用小刀清太多地方。清三維角:開一些小槽,一些三維轉角處。易斷刀,一定要考慮像細刀、過長,加工量過大(主要是z向,深度方向)的情況。刀路:用二維外形走,只能清小角(R0.8)及二維平面角;用平行刀路;用等高外形;有一種地方刀子去不了的曲面及外形走不到的死角則要先封起來起刀,最后清角,大面中的小缺口一般先封起來。

福建機械零部件加工廠家
在加工過程中要注意調整尖的頂緊力,頭尖和中心架應注意潤滑。使用尾座時,套筒盡量伸出短些,以減少振動。在立車上裝夾支承面小、高度高的工件時,應使用加高的卡爪,并在適當的部位加拉桿或壓板壓緊工件。車削輪類、套類鑄鍛件時,應按不加工的表面找正,以保證加工后工件壁厚均勻。金屬片置于陽模與陰模之間經過壓制成型用于加工中空造型,深度可深可淺。由于工藝本身的特點,產品成型后不需要后處理,然而,只有在大批量生產的情況下才能顯示出成本低的優點。熔模鑄造/失蠟法鑄造,這種加工方法具有很高的連續性和精確度,也可以用于加工復雜造型。

福建機械零部件加工廠家
二次開粗:一般用三維挖槽選范圍,平底刀,能用平面挖槽與外形刀路的則用。在不傷及其它面的情況下刀具中心到所選邊界,一般不精修邊界,用快速雙向角度視情況而定,螺旋進刀,角度1.5度,高1,當挖槽形狀為條形,不能螺旋下刀則用斜線進刀,一般打開過濾,特別是曲面開粗,進刀平面不可低,以免撞刀,安全高度不可低。退刀:一般不用相對退刀,用退刀,當沒有島嶼時則用相對退刀。平面挖槽:銑各種平面,凹平槽,當銑部分開放式平面時,則需定邊界,原則能進刀(大于一個刀徑),開放處偏外大于半個刀徑,封閉外圍。

福建機械零部件加工廠家
影響大連數控加工中機床的原始制造誤差是指由組成機床各部件工作表面的幾何形狀、表面質量、相互之間的位置誤差所引起的機床運動誤差,是數控機床幾何誤差產生的主要原因。加工原理誤差 加工原理誤差是由于采用了近似的加工運動方式或者近似的刀具輪廓而產生的誤差,因在加工原理上存在誤差,故稱加工原理誤差。只要原理誤差在允許范圍內,這種加工方式仍是可行的。機床的幾何誤差 機床的制造誤差、安裝誤差以及使用中的磨損,都直接影響工件的加工精度。其中主要是機床主軸回轉運動、機床導軌直線運動和機床傳動鏈的誤差。

福建機械零部件加工廠家
先是模具的控制上,深拉伸沖壓的模具一般是由沖頭和凹模組成的,同時在設計加工方式的過程中利用多達十多個工位完成對工件的加工,這樣分拆式的工藝降低了設備加工的負荷,同時提升加工的效率以及精度。其次是在傳輸的過程中,在生產深拉伸沖壓件的規程中不需要利用相應的傳送裝置,而是直接放置在模具中,這樣設計的優勢在于可以更好的實現設備任意的反轉,在拉伸工藝上也會更加的便利,尤其是不同的位置控制更加的準確。獨有的工藝使得在這個過程中可以節省很多的材質,節省又環保。
福建機械零部件加工廠家
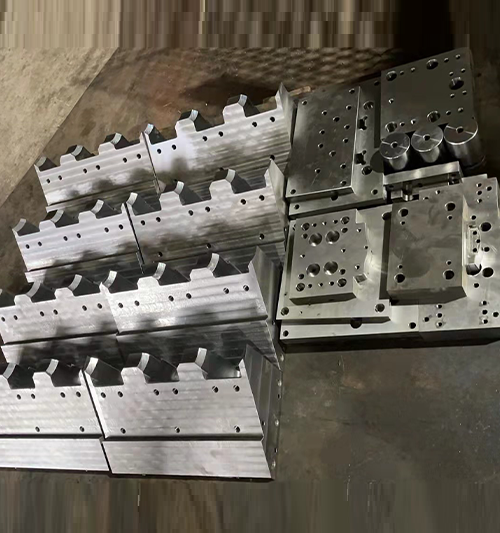
總的來說,模具加工工藝流程為審圖—備料—加工—模架加工—模芯加工—電極加工—模具零件加工—檢驗—裝配—飛模—試模—生產。通常情況下,客戶要么會提供樣板,要么會提供3D圖或2D圖,如果客戶提供的是樣板,那么模具廠家就會根據樣板來把3D圖畫出來,而客戶直接將3圖發過來了,那么模具廠家會進行檢討,檢討完成后,與客戶達到共識,接下來會是進行訂購模胚和內模鋼料,緊接著就是3D分模出圖紙,整個模具的完成通常會用到15-20天左右。在模具制作中,要跟蹤好模具進度,并且做好記錄。總之,模具加工是一門藝術,其中所涉及到工藝是挺多的。